Báo giá gia công bánh vít theo yêu cầu, rẻ nhất Hà Nội. Gia công bánh vít là một công việc tương đối phức tạp. Truyền động bánh vít trục vít ngoài các yêu cầu tính toán, thiết kế thì bộ truyền động này phải dựa theo thực tế tình trạng làm việc, tiếp theo là lựa chọn các thông số tính toán. Vì vậy, khi có nhu cầu gia công bánh vít quý khách hàng hãy đến Duy Long để được tư vấn và cung cấp các sản phẩm phù hợp.

Tính năng sử dụng, điều kiện làm việc của chi tiết bánh vít
Bánh vít dùng trong truyền động trục vít để truyền động cho 2 trục chéo nhau một góc 90 độ. Bánh vít là bánh bị dẫn. Do các trục chéo nhau nên trong truyền động trục vít thường xuất hiện với vận tốc trượt dọc theo ren trục vít, trượt dọc răng làm tăng mất mát về ma sát, làm giảm hiệu suất, tăng nguy hiểm về dính và mòn.
Truyền động bánh vít được sử dụng hầu hết trong các loại máy. Nó thực hiện công việc truyền động quay giữa các trục thường đặt vuông góc với nhau.Truyền động trục vít được dùng trong các máy trục, ô tô, máy cắt gọt kim loại và dùng để truyền công suất nhỏ hơn hoặc bằng 50 KW. Ở nhiều quốc gia người ta đã xây dựng nhà máy , phân xưởng chuyên sản xuất bánh răng và bánh vít với trình độ cơ khí hóa và tự động hóa cao.
Phân tích yêu cầu kỹ thuật chi tiết bánh vít
+ Độ không đồng tâm giữa mặt lỗ, đường tròn cơ sở nằm trong khoảng 0,05 – 0,1
+ Độ đảo hướng kính của vòng chia với Tập rống 58 < 0,03
+ Độ không vuông góc với mặt đầu và đường tâm lỗ nằm trong khoảng 0.01 -0.015 (mm)/100mm đường kính
+ Độ chính xác kích thước lỗ đạt cấp sáu
+ Nhám bề mặt răng Ra = 2.5
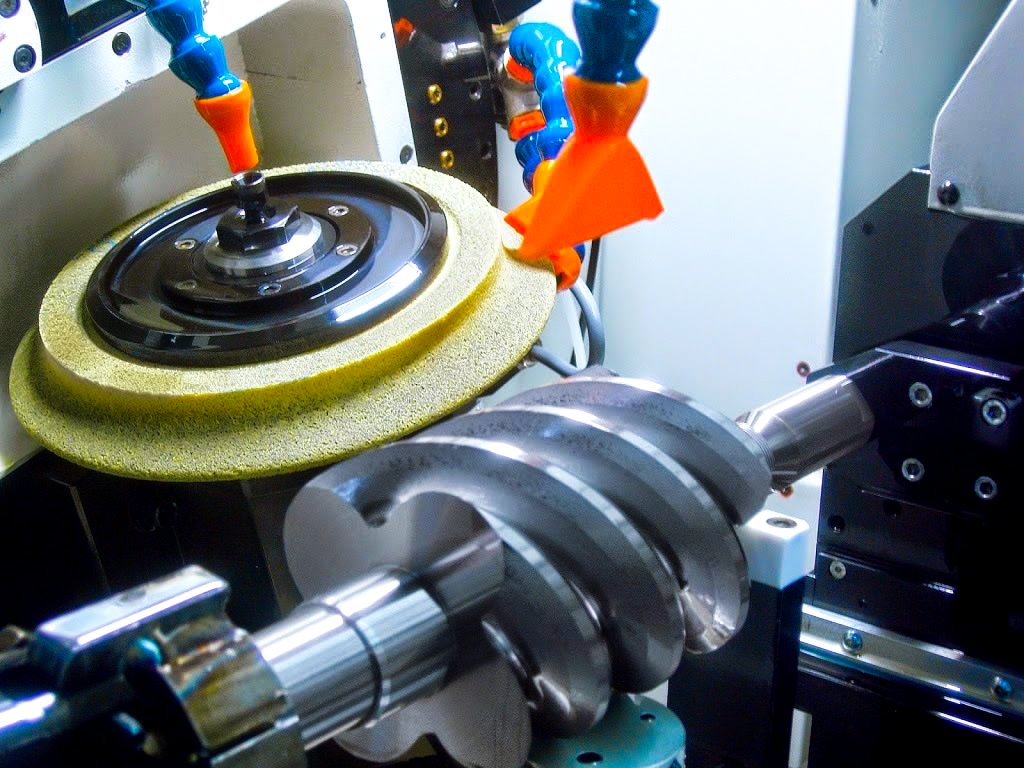
Gia công bánh vít
Gia công bánh vít chỉ có nguyên công tạo răng là đặc trưng.
Trước hết phải có dao. Về cơ bản giống trục vít ăn khớp với bánh vít định chế tạo: cùng bước xoắn, số đầu mối, kích thước có khác một ít.
Ví dụ như: đường kính ngoài hơi lớn hơn để cắt tạo khe hở chân răng của bánh vít, ren hơi nhỏ hơn để tạo lượng dư mài hoặc chạy rà trên bánh vít.
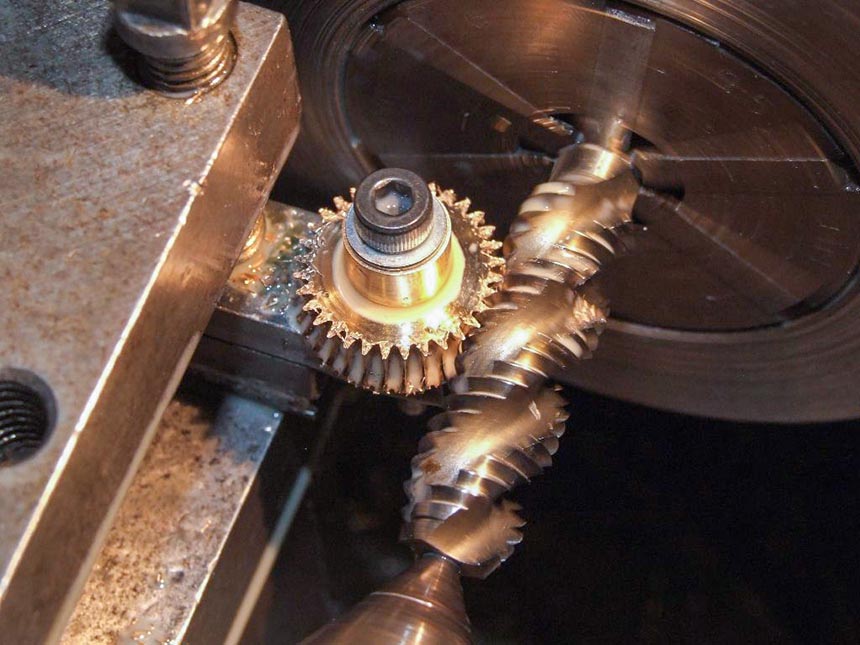
Điểm khác cơ bản: trên dao tạo các lưỡi cắt. Khi cắt, gọt, thì vị trí của dao và phôi bánh vít, tốc độ quay của chúng, như khi ăn khớp (phải có máy phay lăn răng mới làm được điều này) nhưng lúc ban đầu khoảng cách trục lớn hơn, dao và phôi không chạm nhau. Trong quá trình dao, phôi quay, khoảng cách sẽ giảm dần, xảy ra sự cắt gọt tạo thành răng của bánh vít. Giảm đến khoảng cách trục của bộ truyền là ổn.
Cách nêu trên chỉ có thể thực hiện được ở những nhà máy có đầy đủ điều kiện: có máy phay lăn răng và dao tiêu chuẩn(có thể chế tạo dao).
Khi không yêu cầu cao về chất lượng, có thể gia công theo một số cách sau:
– Dùng dao phay đĩa cắt từng răng của bánh vít trên máy phay vạn năng.
Lưu ý: Dao phải có profin gần giống như profin răng bánh vít, đường kính ngoài bằng đường kính trục vít ăn với bánh vít định chế tạo. Xoay dao hợp với độ nghiêng của răng bánh vít.
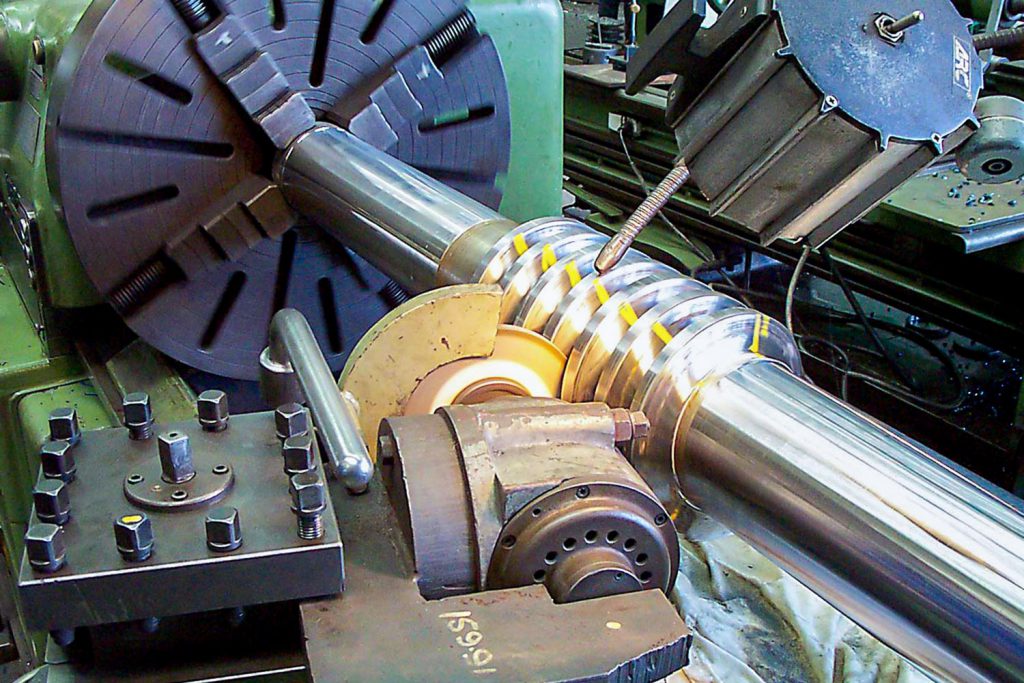
– Chạy cà răng bánh vít vừa phay trên: Làm dao cà có dạng giống y hệt trục vít ăn với bánh vít chế tạo, trên đó có phay những rãnh dọc để tạo lưỡi cắt và tôi cứng tương đối. Cặp dao cà lên trục chính máy tiện (có cả chống tâm).
– Làm đồ gá lắp phôi bánh vít lên bàn dao máy tiện, cho phép bánh vít quay tự do ở trên trục thẳng đứng. Chỉnh vị trí của dao và phôi bánh vít giống như khi ăn khớp nhưng khoảng cách trục hơi xa mà vẫn có sự ăn khớp giữa chúng. Cho trục chính máy tiện quay, dao quay sẽ làm bánh vít quay theo. Dùng bàn dao ngang giảm dần khoảng cách trục, dao sẽ gọt dần bánh vít cho đến khi đạt khoảng cách trục yêu cầu.
Liên hệ để được báo giá gia công bánh vít ưu đãi nhất:
CÔNG TY KỸ THUẬT VÀ THIẾT BỊ CNC DUY LONG
Số điện thoại tư vấn : 0985112712
Email : thietbicokhiduylong@gmail.com
Địa chỉ: 924B, Kim Giang, Thanh Trì, Hà Nội
Hotline: 098 511 2712



