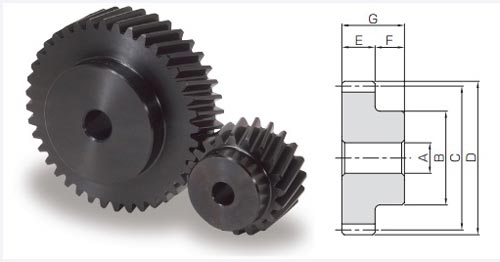
Quy trình công nghệ gia công bánh răng nghiêng. Gia công bánh răng nghiêng có nhiều cách tùy vào kích thước, đừng kính và modun sẽ lựa chọn phương pháp khác nhau, hoặc đơn giản là do điều kiện xưởng. Dưới đây sẽ là vài cách gia công bánh răng nghiêng kèm theo một số giải thích nhỏ để bạn hiểu hơn về quy trình.
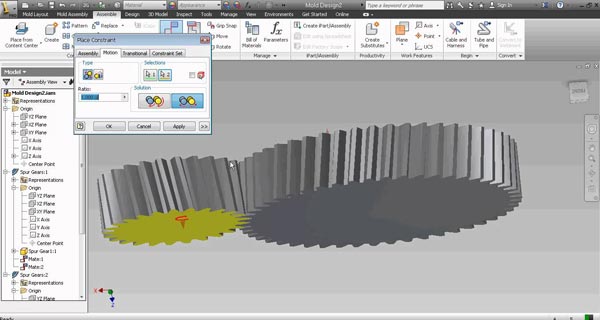
Muốn gia công bánh răng nghiêng chúng ta thường sử dụng mặt răng nghiêng được hình thành bằng chuyển động bao hình của bánh răng gia công và bánh dẹt sinh (đầu dao được lắp trên bánh dẹt sinh). Trong quá trình cắt, các lưỡi dao cắt thẳng của các dao thuộc đầu dao tạo ra răng tưởng tượng của bánh dẹt sinh, còn phôi quay đồng bộ với giá dao của hai máy mà trên đó có lắp đầu dao, khi đầu dao và bánh răng gia công quay bao hình với nhau thì các dao của đầu dao cắt prophin răng.
Có hai phương pháp cắt răng, Gia công bánh răng
cắt hai phía: theo phương pháp này thì cả hai phía của rãnh răng (phía lồi và phía lõm) được cắt đồng thời bằng đầu dao hai phía. Bề rộng của dáy rãnh răng được xác định bằng bề rộng mở ra của các dao cắt ngoài và các dao trong. Phương pháp cắt hai phía được dùng rộng rãi để cắt răng bằng các phương pháp bao hình chì và định hình trong sản xuất hàng loạt và hàng khối để đạt cấp chính xác 6-8.

+ Cắt một phía: theo phương pháp này thì mỗi phía của rãnh răng được cắt riêng biệt bằng đầu dao hai phía mà độ mở của các dao ngoài và các dao trong nhỏ hơn bề mặt rộng của rãnh răng. Sau khi cắt xong một phía của rãnh răng, phôi dược quay đi một góc xung quanh trục của nó để cắt phía đối diện của rãnh răng. Đối với mỗi phía của rãnh răng cần có điều chỉnh máy riêng. Năng suất gia công của phương pháp này không cao, còn độ chính xác chỉ đạt cấp 8-9. phương pháp này được dùng để cắt răng có chiều dài lớn trong sản xuất hàng loạt nhỏ. Khi cắt răng bằng phương pháp này thì khoảng mở của các dao được chế tạo nhỏ hơn bề rộng của dáy rãnh răng chỉ cần quay phôi đi 1 góc là đủ mà không cần điều chỉnh lại máy. Phương pháp cắt một phía cũng được sử dụng để cắt răng trong hai nguyên công. Ở nguyên công thứ nhất bằng đầu dao hai phía cắt toàn bộ bánh răng và cắt tinh một phía nào đó của răng ( phía lồi và phía lõm) còn ở nguyên công thứ hai tiến hành cắt phía còn lại bằng đầu dao một phía. Khi dùng phương pháp cắt một phía để cắt răng của cả hai bánh lớn và bánh nhỏ thì nó được gọi là cắt một phía đúp.

+ Phương pháp cắt cố định: theo phương pháp này thì cả hai phía của bánh răng được cắt theo phương pháp bao hình bằng các đầu dao một phía riêng biệt: phía lõm được cắt bằng đầu dao có các dao ngoài, còn phía lồi được cắt bằng đầu dao có các dao trong. Quá trình cắt được tiến hành theo rãnh đã được cắt sơ bộ. Mỗi phía của răng được cắt với cách điều chỉnh máy riêng. Bề rộng của rãnh răng được kiểm tra bằng đồ gá chuyên dùng để phia chia lượng dư gia công. Phương pháp này được dùng chủ yếu để cắt các bánh răng nhỏ, khi cần đạt chất lượng cao (cấp chính xác 6-8).

Trong sản xuất hàng khối mỗi phía của răng được cắt trên một máy riêng biệt, còn trong sản xuất hàng loạt- trên cùng một máy với các điều chỉnh khác nhau. Khi cắt bằng phương pháp tiến trục dọc trục, bánh răng gia công đứng yên, còn đầu dao quay và dịch chuyển dọc theo trục của nó. Trong một số loại máy, dao chỉ thực hiện chuyển động quay, còn bánh răng gia công thực hiện tiến dao theo hướng trục dao. Đầu dao để cắt rãnh theo phương pháp tiến dao dọc có 2 loại: đầu dao hai phía và đầu dao ba phía. Các đầu dao này cắt đồng thời hai phía cả răng, cho nên các dao của đầu dao chép lại prophin của rãnh răng. Sau khi cắt xong một rãnh răng, một đầu dao lùi ra, còn phôi (bánh răng gia công) thực hiện quay phân độ để cắt tiếp theo.
Liên hệ cung cấp, gia công bánh răng nghiêng theo yêu cầu
CÔNG TY KỸ THUẬT VÀ THIẾT BỊ CNC DUY LONG
Số điện thoại tư vấn : 0985112712
Email : thietbicokhiduylong@gmail.com
Địa chỉ: 924B, Kim Giang, Thanh Trì, Hà Nội
Hotline: 098 511 2712



