Bánh răng là một bộ phận cơ khí quay được, có dạng khối trụ tròn hoặc côn, xung quanh có các răng được cắt có thể ăn khớp với các răng của một bộ phận khắc răng khác để truyền mô-men quay. Hai bánh răng muốn khớp với nhau để truyền lực thì các răng trên cả hai bánh răng đều phải có hình dạng giống nhau. Bánh răng có thể truyền chuyển động giữa các trục song song nhau, vuông góc nhau hoặc chéo nhau. Chúng có tác động trực tiếp tới việc truyền động, phân phối tốc độ nhanh hay chậm của động cơ.

Gia công bánh răng vô cùng quan trọng và cần thiết khi bánh răng là bộ phận không thể thiếu trong vận hành của nhiều máy móc tại các nhà xưởng, xí nghiệp, phương tiện vận tải…
Phân loại bánh răng theo yêu cầu
Bánh răng được chia thành 3 loại chính gồm bánh răng trụ, bánh răng côn và bánh vít, chi tiết hơn về các loại bánh răng như sau.
Bánh răng trụ
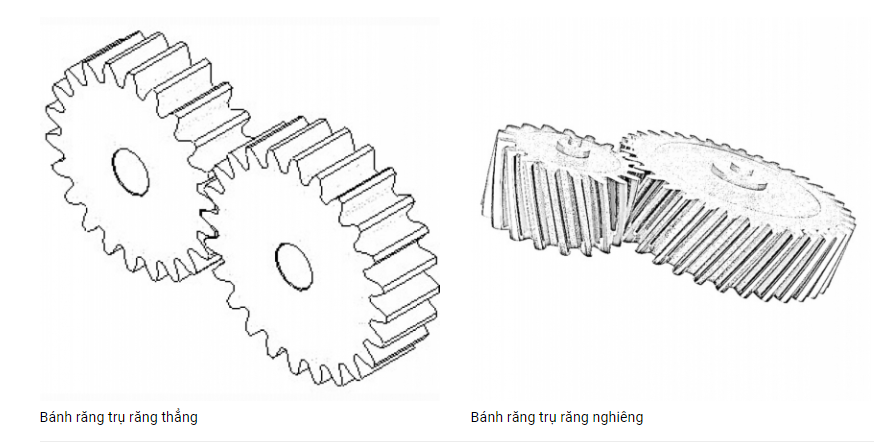
Bánh răng trụ có các răng hình thành trên mặt trụ tròn xoay, được sử dụng để truyền chuyển động quay giữa hai trục song song. Chúng lại được chia ra thành những loại sau:
- Bánh răng trụ răng thẳng: rãnh răng song song với trục trụ.
- Bánh răng trụ răng nghiêng: rãnh răng tạo thành một góc nghiêng với trục trụ.
- Bánh răng trụ răng chữ V: răng nghiêng theo hai phía ngược chiều nhau, tạo thành hình chữ V.
Bánh răng côn
Răng của bánh răng côn được hình thành trên mặt côn, bởi vậy kích thước của răng và mô đun thay đổi theo chiều dài răng, càng về phía đỉnh nón, kích thước của răng và mô đun càng bé.
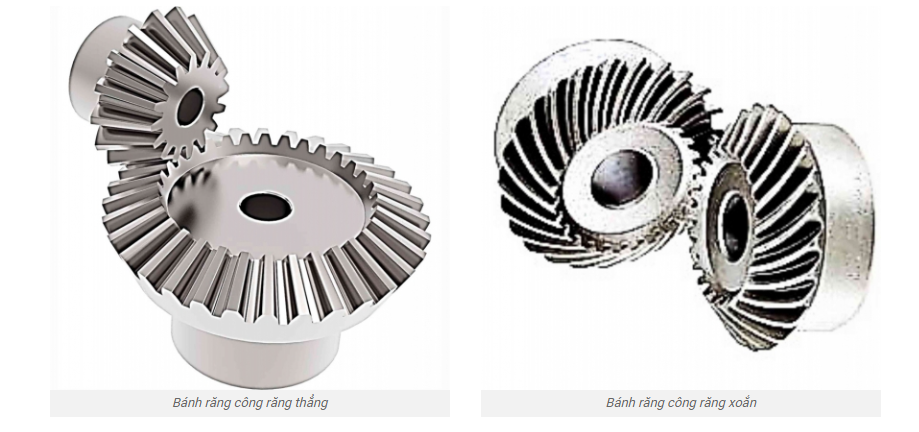
Bánh răng côn cũng bao gồm hai loại bánh răng côn răng thẳng và bánh răng côn xoắn, chúng được sử dụng để truyền chuyển động quay giữa hai trục cắt nhau.
Bánh vít
Các bánh vít được kết hợp với các trục vít để truyền chuyển động quay giữa hai trục chéo nhau. Răng của trục vít có dạng ren vít, trục vít có ren một, hai hoặc ba đầu mối. Mô đun của trục vít bằng mô đun của bánh vít ăn khớp.

Dựa theo các đặc tính công nghệ, bánh răng sẽ được chia thành bánh răng có moay ơ hoặc không có moay ơ, lỗ trơn hoặc lỗ then hoa.
Các bước gia công bánh răng đặt tiêu chuẩn
Gia công bánh răng có thể chia thành hai phương pháp cơ bản là phương pháp gia công định hình và phương pháp gia công bao hình.
Đối với phương pháp định hình, dụng cụ cắt có biên dạng lưỡi cắt là rãnh răng, quá trình cắt được diễn ra với từng rãnh răng một, xong rãnh răng này thì mới gia công đến rãnh răng khác.
Đối với phương pháp gia công bao hình, biên dạng lưỡi cắt của dụng cụ cắt không cần phải là rãnh răng. Dụng cụ cắt sẽ lăn liên tục một cách tương đối trên vành của bánh răng gia công, khi đó quỹ tích các đường bao của dụng cụ cắt là profin thân khai của răng bánh răng gia công.
1. Gia công thô trước khi chế tạo bánh răng
Trong giai đoạn gia công bánh răng , cần sử dụng máy tiện, máy phay để có thể cắt thép tròn hoặc thép rèn một cách dễ dàng. Tuy nhiên khi xử lý nhiệt, kích thước răng sẽ thay đổi nên cần lưu ý kĩ lưỡng kĩ thuật trong giai đoạn này. Khi tạo răng, khắc chữ, cần phải làm bề mặt răng không bị trầy xước, do đó không được mài nhọn đỉnh răng với dao cắt “ phay lăn bo tròn đỉnh răng Semi-topping hobbing hoặc Semi-topping pinion cutter” để tạo nên răng.
2. Xử lý nhiệt trong chế tạo bánh răng
Tất cả các bánh răng cần được qua xử lí nhiệt để tăng độ cứng cho sản phẩm. Nhưng nếu quá nhiệt răng sẽ bị giòn và dễ vỡ, nếu thiếu nhiệt thì răng lại không đủ cứng cần thiết. Do đó cần cẩn thận , tính toán tỉ mỉ trước khi xử lí nhiệt. Có nhiều phương pháp xử lí như thấm carbon, ram, thấm Nitơ, tôi cao tần,…Đối với những vật liệu và mục đích sử dụng khác nhau nên chọn phương pháp xử lý cho đúng. Tuy nhiên quá trình gia công bánh răng cũng đòi hỏi kinh nghiệm và kỹ thuật cao.
3. Cào răng trong chế tạo bánh răng
Kích thước biên và bề mặt của răng sẽ được quyết định bởi công đoạn này. Tuy nhiên cũng còn nhiều yếu tố khác quan trọng để đề phòng độ lệch trục khi quay. Tuy bước này thực hiện khá đơn giản nhưng cần độ chính xác đến từng micro. Sau khi cào răng xong cần kiểm tra kĩ lưỡng trước khi xuất hàng.
Yêu cầu kỹ thuật khi gia công bánh răng
Đối với quy trình công nghệ chế tạo bánh răng cần đảm bảo những yêu cầu kỹ thuật như sau:
- Độ không đồng tâm giữa mặt lỗ và đường kính vòng chia nhằm trong khoảng 0,05÷0,1 mm.
- Độ không vuông góc giữa mặt đầu và tâm lỗ nằm trong khoảng 0,01÷0,015 mm trên 100mm đường kính lỗ.
- Mặt lỗ và các cổ trục của trục răng được gia công đạt độ chính xác cấp 7, độ nhám bề mặt Ra=1,25÷0,63
- Các bề mặt khác được gia công đạt cấp chính xác 8÷10, độ nhám bề mặt Rz=40÷10
- Sau nhiệt luyện đạt độ cứng 55÷60HRC, các bề mặt không gia công độ cứng thường đạt được 180÷280 HB.
Liên Hệ Gia Công Bánh Răng Theo Yêu cầu :
CÔNG TY KỸ THUẬT VÀ THIẾT BỊ CNC DUY LONG
Số điện thoại tư vấn : 0985112712
Email : thietbicokhiduylong@gmail.com
Địa chỉ: 924B, Kim Giang, Thanh Trì, Hà Nội
Hotline: 098 511 2712



